Release time:2024-01-24 14:31:40 Viewed:0
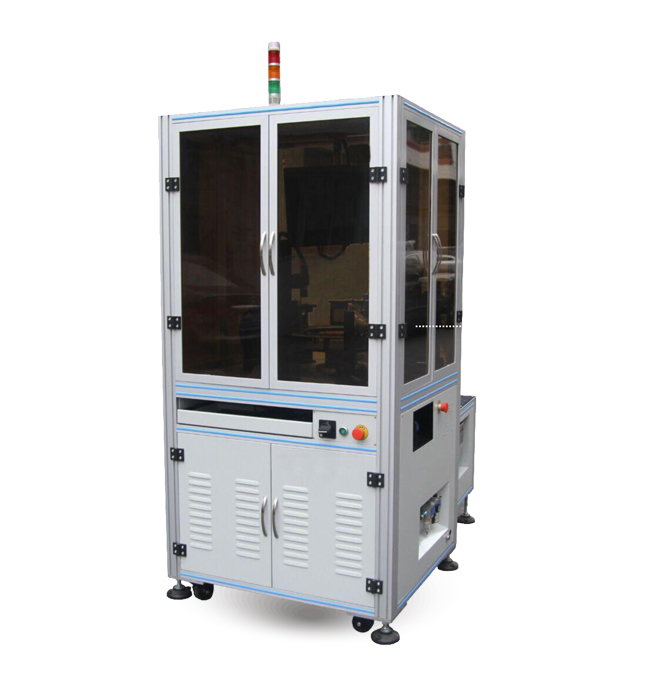
Automatic sorting machines for vision inspection play a crucial role in various industries, enhancing efficiency, accuracy, and quality control. These sophisticated systems utilize advanced technologies such as computer vision, machine learning, and robotics to inspect, identify, and categorize objects based on predefined criteria. In this article, HOLITEK will delve into the key components, working principles, and applications of automatic sorting machines for vision inspection.
")
Central to the operation of vision inspection machines are high-resolution camera systems. These cameras capture detailed images of the objects passing through the system, providing the necessary data for analysis.
Adequate lighting is essential for accurate vision inspection. Properly illuminated objects enable cameras to capture clear images, facilitating precise analysis and identification of defects or anomalies.
Advanced image processing software is the backbone of automatic sorting machines. This software employs algorithms to analyze captured images, identify objects, and make decisions based on predefined criteria.
To facilitate the movement of objects through the inspection process, automatic sorting machines often incorporate robotic arms or conveyors. These components ensure a smooth and continuous flow of items for inspection.
Additional sensors may be integrated to gather supplementary data, such as weight, size, or temperature, depending on the specific requirements of the sorting application.
")
As objects move through the sorting machine, cameras capture images of each item from multiple angles. The images are then transmitted to the image processing software for analysis.
The image processing software employs algorithms to analyze the captured images. It identifies characteristics, defects, or specific features based on the predetermined criteria set by the user.
Upon completion of the image analysis, the system makes decisions regarding the categorization of each object. This may involve sorting items into different bins based on quality, size, color, or other specified parameters.
The sorting mechanism, which could be robotic arms or conveyor systems, is activated based on the decisions made during the analysis phase. Objects are directed to their respective destinations, ensuring proper categorization.
Automatic sorting machines often incorporate a feedback loop that continuously refines the system's algorithms. This enables the machine to learn and improve its accuracy over time, adapting to changes in the production environment.
")
Vision inspection systems are widely used in manufacturing to identify and eliminate defective products, ensuring only high-quality items reach the market.
Automatic sorting machines play a crucial role in logistics and warehousing by efficiently sorting and categorizing packages based on destination or specific criteria.
Vision inspection systems are utilized in pharmaceutical manufacturing to ensure the accuracy and quality of medication packaging.
Automatic sorting machines are integral to recycling facilities, where they help separate different types of materials for recycling.
")
In conclusion, automatic sorting machines for vision inspection are sophisticated technological solutions that contribute significantly to improving efficiency and quality control across various industries. As technology continues to advance, these systems will likely play an even more pivotal role in ensuring the production of high-quality goods while minimizing defects and errors.
HOLITEK is a factory specializing in the production and development of vision inspection machines. We undertake all kinds of difficult parts inspection projects and provide free inspection solutions to our customers. We welcome inquiries from all companies in need.
HOLITEK promises a lifetime warranty and permanent after-sales service.
Contact: Kathy
Email: [email protected]
Tel/Whatsapp/Wechat: +86-13825524136
Skype: [email protected]
Website: www.automaticrobot.net